





|
상세 정보 |
|||
| 상품 이름: | DCGT 카바이드 알루미늄 삽입물 | 재료: | 텅스텐 Cnc 절삭 공구류 |
|---|---|---|---|
| 공작물: | 알루미늄 | 용법: | 세공 |
| 색: | 무코팅 | 코팅: | 무코팅 |
| 견고성: | HRC40-60 | 특징: | 높은 마무리 |
| 애플리케이션: | Cnc 기계 가공 공구 | 패키지: | 10개/상자 |
| 하이 라이트: | 도금되지 않은 DCGT 삽입물,카바이드 삽입재를 돌리는 DCGT,알루미늄을 위한 오래가는 카바이드 삽입재 |
||
제품 설명
빠른 세부 사항 :
- 고급 품질 기판
- 내마모 도금층
- 오래갑니다
- 매끄러운 칩 제거
- 안정적 품질
기술 :
-
DCGT 카바이드 선반 삽입물은 좋은 마모 방지와 어려움과 도금되지 않은 초미세 그레인 초경합금으로 만들어집니다 ; 날개를 더 오래가고 매우 공정 효율을 향상시키게 하면서, 사랑은 은반 위에의 고유한 디지안은 알루니늄 합금 소재에 대한 상세를 조정합니다 ; 블레이드 가장자리는 날카롭습니다, 표면가공도가 높습니다, 블레이드의 표면이 매끄럽고, 거의 비춥니다. 게다가 블레이드 가장자리는 날카롭고 칩 제거가 처리 동안 매끄럽고 논-스틱, 그것이 블레이드 손실율을 내릴 수 있습니다.
상술 :
|
브랜드 |
브윈 |
|
모델 |
DCGT11T302/DCGT11T304/DCGT11T308 |
|
304Color |
도금되지 않습니다 |
|
제조 공정에 있는 제품 |
알루미늄 |
|
타입 |
CNC 선반 도구 |
|
재료 |
텅스텐 카바이드 삽입 |
|
처리식 |
매체 절단 |
|
특징 |
고급 품질 기판 |
|
내마모 도금층 |
|
|
오래갑니다 |
|
|
매끄러운 칩 제거 |
|
|
안정적 품질 |
|
|
표준 |
ISO |
|
양 |
10 PC / 박스 |
|
중량 |
0.015 킬로그램 |
|
패키지 |
플라스틱 박스 |
|
주문 제작된 지원 |
OEM, ODM |
타임즈 지를 이끄세요 :
|
antity(부분) |
1 - 3000 |
>3000 |
|
생산 소요 시간 (일) |
7 |
협상됩니다 |

|
I(mm) |
D(MM) |
T(MM) |
d1(mm) |
|
07 |
6.35 |
2.38 |
2.8 |
|
11 |
9.525 |
3.97 |
4.4 |
주목하세요 :
-
2를 섞지 않도록 주의하세요, 그러면 여러 회전하는 카바이드는 함께 삽입합니다 ;
-
사랑은 은반 위에의 보호에 특별한 주의를 기울이세요 ; 현장에서 결코 접촉하지 않거나 하락하세요 ;
-
예방을 부식시키기 위해 유의하고, 로킹나사가 조정될 때 늦추는지에 그리고 나서 유의하세요 ;
-
회전하는 카바이드 삽입재를 사용할 때, 반대 스크루가 있다면 대리인을 장악하세요 그러면 그것은 스크루가 찔리는 것을 예방하기 위해 추가되어야 합니다 ;
-
회전하는 카바이드 삽입재가 녹과 마주친다고 추정하세요 ; 그것은 연마지 또는 다른 거친 연마를 이용한다고 추천받지 않습니다. 그것은 특별히 끝마무리를 위해 사용된 폴리싱 제를 구입한다고 추천받습니다. 입자는 매우 회전하는 카바이드 삽입재의 테이퍼 부분에 대한 더 적은 손해를 일으킬 치약과 같이, 좋고 끝마무리가 매끄럽습니다.
애플리케이션 :
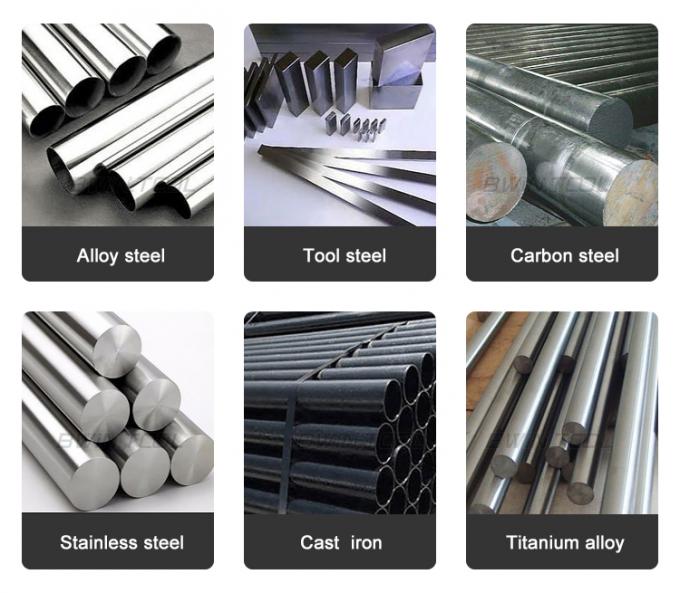
우리의 회전하는 카바이드 삽입재는 가공 합금 강철, 공구강, 탄소강, 스테인레스 강, 무쇠와 티탄 합금이라는 것 합니다. 수행원으로서 재료를 일하는 것 :
FAQ
1. 플랭크 마모? 더 높은 절삭력, 측면 위의 노치 웨어, 표면의 가난한 거칠기 또는 정확도의 악화.
지나친 채 속도를 줄인 부드러운 등급, 작은 플랭크 각, 낮은 공급.
증가 공급, 더 높은 내마모성 성적을 선택하고 커팅 스피드, 증가 플랭크 각을 감소시킵니다.
2. 크레이터 마모? 방치된 칩, 가난한 표면 품질은 탄소를 처리하는 고속도를 완성할 때 단단하게 하세요
지나친 채 속도를 줄인 부드러운 등급, 지나친 공급, 칩 브레이커 인슐피치릿의 힘.
더 높은 내마모 성적의 변화가 커팅 스피드를 감소시키고 공급, 선택을 감소시킵니다 더 높은 힘 칩 브레이커.
3. 조각? 모서리 (경사면과 측면)을 절두하는 갑작스러운 파괴, 불안정성 삽입물 삶
불충분한 어려움, 지나친 공급율, 불충분한 모서리, 수단의 불안정성을 절두하는 힘.
더 단단한 등급, 감소 공급율, 라운딩), 증가에 안정과 설정각을 (모따기하는 모서리를 절두하는 증가 호닝을 선택하세요
4. 삽입물 파괴? 절삭력은 가난한 조도를 증가시켰습니다.
불충분한 어려움, 지나친 공급율, 불충분한 모서리, 수단의 불안정성을 절두하는 힘.
더 단단한 등급, 감소 공급율, 라운딩), 증가에 안정과 설정각을 (모따기하는 모서리를 절두하는 증가 호닝을 선택하세요.
5. 플라스틱 변형? 합금 강 가난한 조도를 처리하여 모서리 포장 또는 passivating.when을 줄이면서, 차원 코의 변화는 입습니다
부드러운 등급, 지나친 커팅 스피드, 지나친 커팅 깊이와 공급율이 모서리를 절두하는 것에 과열됩니다.
자재, 감소 커팅 스피드, 깊이를 줄이는 감소와 공급율, 선택을 자재 (CVD+sufficient 냉각제)을 줄이는 높은 열전도율로 잘라주는 높게 적열 경도를 선택하세요.
6. 축적 모서리? 끝날 때 제조 공정에 있는 제품은 최첨단 가난한 조도로 용해합니다, 연질 재료를 줄이면서, 절삭력이 증가했습니다.
너무 낮은 커팅 스피드, 둔감한 최첨단, 부적당한 공구 재료. 선택하는 작은 스티킹 포스, 커팅 스피드, 증가 경사각을 증가시킵니다.